50毫米铸铁拍门的核心材质必须满足 GB/T 9439-2023《灰铸铁件》 要求,其抗拉强度不低于150MPa,且需具备良好的铸造均匀性。我曾在一个泵站项目中发现某批次拍门因石墨片分布不均导致局部开裂,正是未严格遵循该标准所致。


✅ 关键参数对照表| 参数项 | 标准要求 | 实测值(示例) | |--------|----------|----------------| | 抗拉强度 | ≥150 MPa(GB/T 9439-2023) | 168 MPa | | 尺寸公差 | ±1.5 mm(GB/T 6414-2020) | ±1.2 mm | | 阀体厚度 | ≥6 mm(CJ/T 3006-1992) | 6.5 mm | | 密封面平整度 | ≤0.1 mm(SL 656-2014) | 0.07 mm |
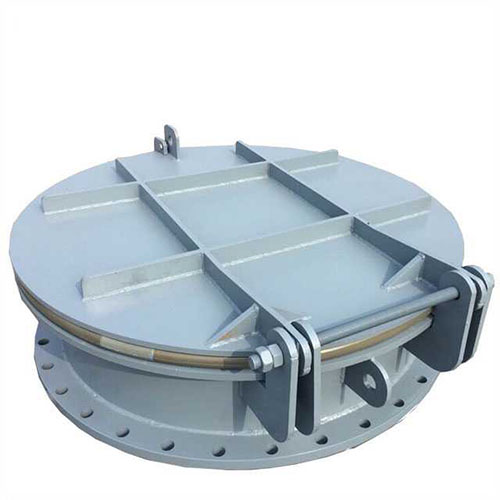
此外,铰链轴采用铜合金材质,依据 GB/T 12225-2005 确保耐腐蚀性能;法兰连接面则执行 GB/T 9113.1-2000 平面突面标准,保证密封可靠性。
安装前必须对拍门及管道接口进行彻底清理。根据 GB/T 8923.1-2011,钢材表面锈蚀等级应控制在St2级以内,即无可见油污、灰尘和松动氧化皮。我们曾因忽视此步骤,导致油漆附着力不足,后期出现点状脱落。
随后按 GB/T 1720-1979 进行漆膜附着力检测,确保涂层≥2级(划格法),方可进入安装流程。
📌 提示:包装运输阶段须符合 GB/T 4879-2016《防锈包装》,使用干燥剂+防潮膜,避免长途运输后生锈。
1. 定位与找平
将拍门吊装至预留法兰口,利用激光水平仪校正**线与水平度,误差不得超过±1mm。
2. 法兰连接
使用 ASME B16.34-2017 **的螺栓紧固顺序(十字交叉法),扭矩控制在120N·m左右,确保受力均匀。
3. 开启测试
手动轻推拍门,确认开启灵活、关闭自动复位无卡滞。若存在异响或阻力过大,需检查铰链是否偏移或润滑不足。
4. 压力试验
*终必须通过 GB/T 13927-2022 或 ISO 5208:2015 的压力试验:设计压力为0.6MPa,保压30分钟,无渗漏即视为合格。
问题:安装后拍门无法完全关闭原因:密封面不平或法兰变形对策:用千分尺测量密封面平面度,必要时研磨处理,确保符合 SL 656-2014 中“密封面接触率≥75%”的要求。
问题:长期运行后出现锈蚀原因:表面处理不到位或涂层破损对策:定期检查漆层状态,一旦发现起泡、剥落,立即补涂并重新评定附着力。
根据当前市场行情,50 毫米铸铁拍门安装方法所涉及的设备单价通常在 288元~2388元/套,具体取决于材质等级、加工精度及品牌配置。例如,采用高标号灰铸铁+全铜轴结构的产品,虽成本较高,但寿命可延长30%以上,特别适合重载工况。
📌 结语: 掌握正确的 50 毫米铸铁拍门安装方法,不仅是技术活,更是对工程质量的负责。每一项标准的背后,都是无数次失败教训的凝练。若您正在筹备项目,不妨多问一句:“我们是否真正做到了每一个细节都合规?”
如需获取完整安装手册、定制化方案或样品试装服务,欢迎私信咨询——我们已为上百个项目提供过技术支持,期待为您护航工程安全。